


Spawanie w produkcji rozjazdów [zdjęcia]
Z poprzedniego wpisu wiesz już, czym jest spawanie i dlaczego jest procesem specjalnym. Zapraszamy więc na krótką wycieczkę fotograficzną: zobacz, jak wygląda KZN-owa droga spawalicza podczas produkcji rozjazdów.
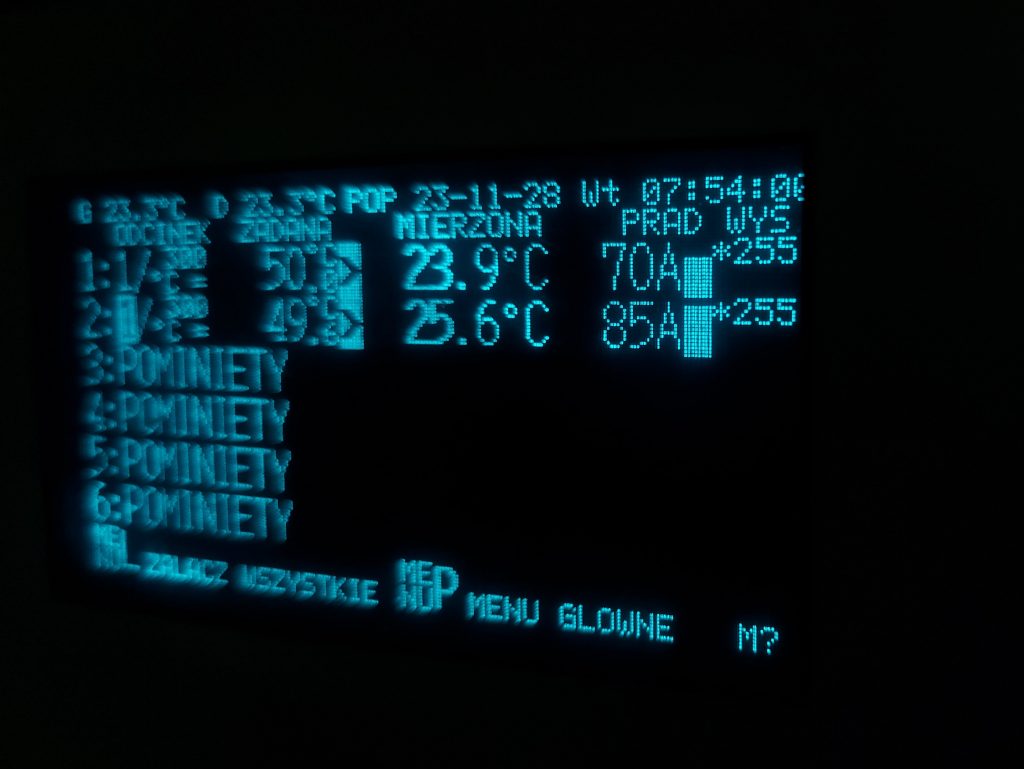
1. Jednym z pierwszych stanowisk, jakie zobaczysz po wejściu na halę produkcyjną KZN Bieżanów, jest stanowisko zautomatyzowanego spawania dziobnic. Dziobnica taka zostaje umieszczona w specjalnej mufie, w której za pomocą grzałek zostaje podgrzana przed spawaniem do 300°C.


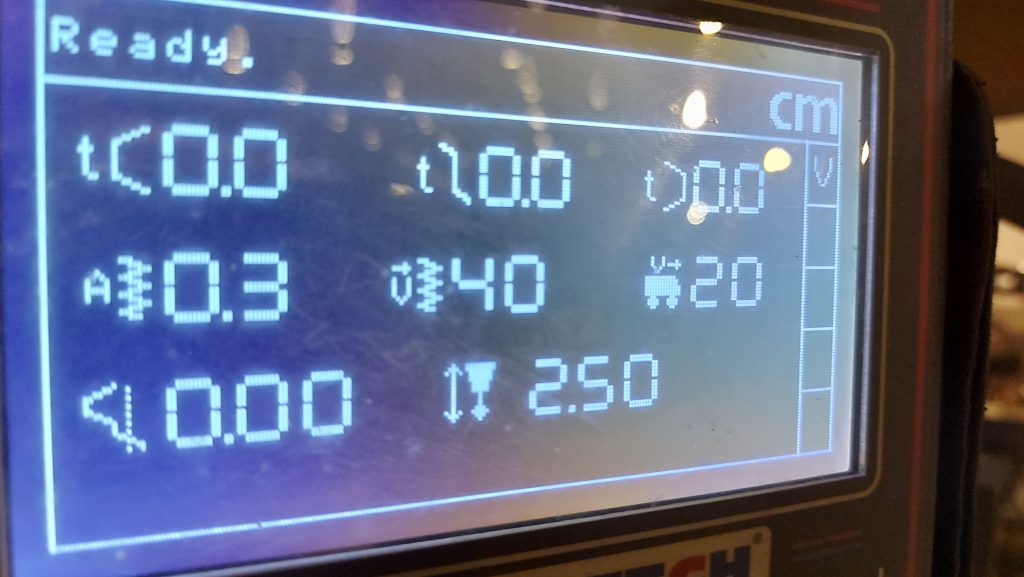
Podgrzewanie odbywa się automatycznie, podobnie jak samo spawanie. Operator ustawia zadane w instrukcji parametry takie jak temperaturę podgrzewania, napięcie spawania, prędkość podawania drutu, prędkość spawania oraz parametry oscylacji (ruchu poprzecznego uchwytu spawalniczego podczas spawania):

Każdy kolejny ścieg wymaga wyczyszczenia przed wykonaniem następnego. Usuwanie widocznego na zdjęciu żużla dobywa się manualnie, za pomocą obrotowej szczotki drucianej:

Po zakończeniu spawania nadlew spoiny jest usuwany przez frezowanie – tak przygotowane szyny dziobowe są gotowe do badania ultradźwiękowego złącza spawanego:

2. Tuż obok stanowiska do spawania zautomatyzowanego znajdują się stoły do montażu zwrotnic.

W większości zwrotnic występują tylko spoiny jedno- lub dwuściegowe, łączące np. blachę spodnią z kierownicami lub szynami (opornicą lub szyną iglicową). Poniżej zdjęcie złącza próbnego szyny i blachy spodniej, oraz zdjęcie makrostruktury tego złącza.

3. Na kolejnym stanowisku realizujemy spawanie innych elementów rozjazdu tramwajowego, tj. krzyżownic. Mogą to być krzyżownice pojedyncze lub całe zespoły krzyżownic. Krzyżownice te składają się z tzw. bloków krzyżownic i szyn najazdowych lub międzyblokowych. Tak wyglądają złącza bloków i szyn przed i po spawaniu:


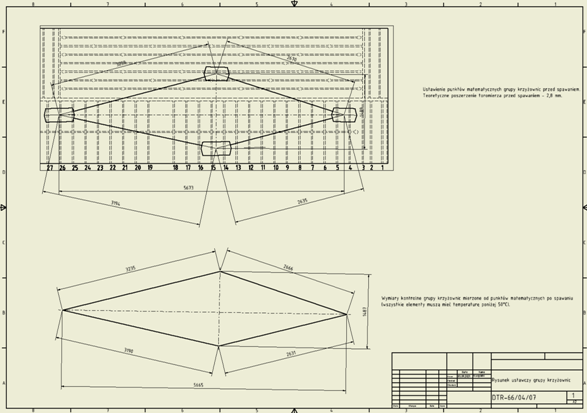
O ile w przypadku spawania pojedynczych krzyżownic umiejscowienie bloku na stole spawalniczym jest niemal dowolne, o tyle w przypadku spawania zespołu czterech krzyżownic elementy należy ustawić w ściśle określony w dokumentacji sposób, uwzględniający położenia punktów mocowania oraz odkształcenia wynikające ze spawania:
4. W naszej spawalni można również zobaczyć proces spawania tzw. wkładników – elementów dystansujących np. dziób i szyny skrzydłowe w krzyżownicy. Poniżej zdjęcie gotowej i oczyszczonej spoiny łączącej wkładnik z dziobem krzyżownicy oraz strukturę makroskopową jej przekroju:


5. KZN Bieżanów jest nie tylko producentem rozjazdów, ale również wagonów Switcher – specjalistycznych pojazdów do transportu rozjazdów w blokach, czasem można zatem na naszej spawalni zobaczyć spawanie komponentów tego taboru:

